- Home
- ONLINE ZINC SPRAY SYSTEM
ONLINE ZINC SPRAY SYSTEM
All Products
Thermal Spray Wire & Welding Wires

G. I. Tubes and pipes produced from Tube Mills generally lack corrosion resistance property at weld portion, throughout the entire seam length (due to removal of galvanized layer while welding the seam) resulting in poor corrosion resistance and subsequent rusting. Metal coat has analysed the problem and developed chemically non-hazardous thermal spray systems for continuous on line zinc spray coating on G. I. Tubes and Pipes on seam. Such systems have been demonstrated and supplied to various leading tube mills where these systems have been performing satisfactorily. The Zinc spray is 20 to 30 Microns. However 10 to 100 micron can be deposited (depending upon tube/pipe traverse speed) on Tubes and Pipes ranging from 15mm N.B. to 125mm N.B. Size without interrupting Tube Mill speed. The average output can be of 10 pipes per minute with an approximate 25 microns coating thickness. The System package consist of dry spray booth (Spray Chamber), Twin Cyclone, Exhaust Fan with motor along with ducting.
The Spray Booth is installed just after welding Work Station. The Arc Spray Gun is positioned inside the Spray Booth. The distance of the spray gun from the tube / pipe is adjusted depending upon size of tube / pipe and spray pattern required to minimize spray wire losses. The Hot Weld seam is sprayed with zinc wire resulting in dense coating with strong metallurgical bond over weld seam. The fumes and fine Zinc dust generated in spray booth is sucked into cyclone dust collector due to suction created by exhaust fan. Due to cyclonic action the zinc particles are trapped at the bottom of cyclone dust collector and clean air is discharged from outlet of blower into atmosphere keeping The Arc Spray Gun System consists & of Arc Spray Gun with two wire feeding arrangement DC/AC Power source built in with control console with wire spool stand having spool capacity 15Kgs each. The Wire feeding mechanism is by pull process powered by electric motor. The wire feeding speed is adjustable through motor. The zinc spraying is cool process producing fine and dense quality coating having high bonding strength and minimum porosity.
ARC SPRAYING
The arc spraying process involves melting of two like or unlike wires (the coating material) in an arc and accelerating them towards the prepared work surface by means of an atomising gas such as compressed air. Arc spraying is a high-performance wire spraying process, but the coating material must be electrically conductive.
Twin wires are fed either electrical driven motor.
ONLINE ZINC SPRAY SYSTEM LAYOUT
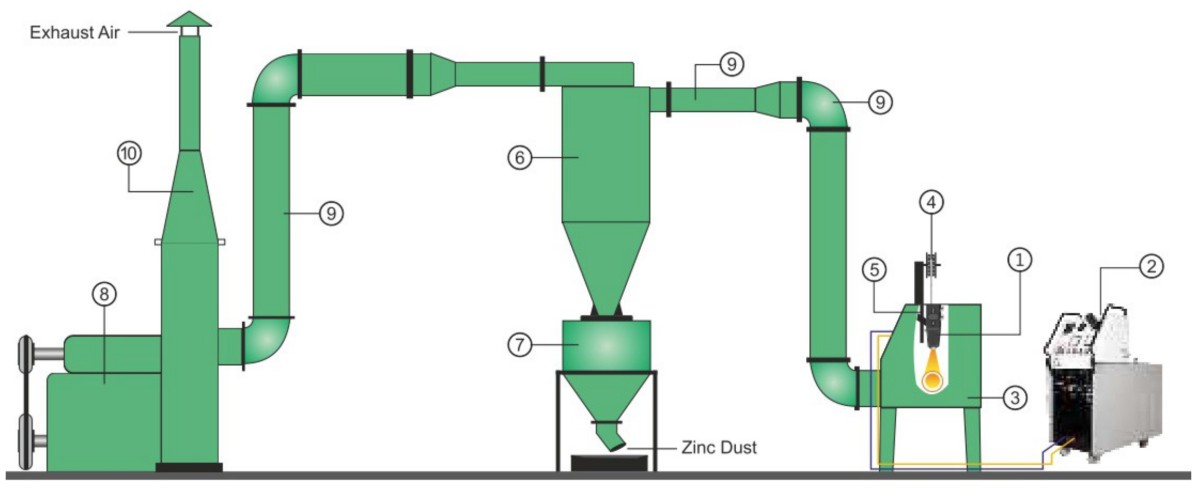
1. Arc Spray Gun
2. Power Source with Control Console
3. Dry Spray Booth
4. Wire Spool Stand
5. Gun Mounting Stand
6. Twin Cyclone
7. Dust Collector
8. Exhaust fan (Blower)
9. Ducting
10. Chimney with Hood (In Buyer’s Scope)
CONSUMABLES

ARC SPRAY GUN


ZINC SPRAY WIRE
CHAMICAL COMPOSITION
| GRADE | 99.99 ZN | 99.95 ZN |
| ZINC(%) | 99.99%MIN | 99.95%MIN |
| Impurities(%) | ||
| Lead(Pb) | 0.002 max | 0.020 max. |
| Cadmium (Cd) | 0.003 max | 0.020 max |
| Tin (Sn) | 0.001 max | 0.002 max |
| Iron(Fe) | 0.003 max | 0.005 max |
| Copper(Cu) | 0.001 max | 0.003 max |
| Total Impurities | 0.01 max | 0.05 max |
Spool packing of 10/15 Kgs. per spool
ARC SPRAY GUN MODEL: 101AC/8835 (AC DRIVE)
Specification :
Wire Feed Mode – AC Mode
Wire Size – 1.6mm or 2mm
Rated for DC Power – 250/400 Amps.
Compressed Aire Reqd. – 70 cfm at 80 psi (5.5 bar)
Net Weight – Approx. 7 Kg. (Gun only)
ARC SPRAY GUN MODEL: 102AC/8835 (DC DRIVE)
Specification :
Wire Feed Mode – DC Mode
Wire Size – 1.6mm or 2mm
Rated for DC Power – 250/400 Amps.
Compressed Aire Reqd. – 70 cfm at 80 psi (5.5 bar)
Net Weight – Approx. 4.5 Kg. (Gun only)
ARC SPRAY GUN FEATURE
The Spray Booth is installed just after welding Work Station. The Arc Spray Torch is positioned inside the Spray Booth. The distance of the spray gun from the tube / pipe is adjusted depending upon size of tube / pipe and spray pattern required to minimize spray wire losses. The Hot Weld seam is sprayed with zinc wire resulting in dense coating with strong metallurgical bond over weld seam.
The fumes and fine Zinc dust generated in spray booth is sucked into cyclone dust collector due to suction created by exhaust fan. Due to cyclonic action the zinc particles are trapped at the bottom of cyclone dust collector and clean air is discharged from outlet of blower into atmosphere keeping environment clean and friendly. The Arc Spray Torch System consists & of Arc Spray Torch with two wire feeding arrangement DC/AC Power source 200 Amp rating built in with control console with wire spool stand having spool capacity 15Kg. each. The Wire feeding mechanism is by pull process powered by electric motor. The wire feeding speed is adjustable through motor. The zinc spraying is cool process producing fine and dense quality coating having high bonding strength and minimum porosity. Zinc wire of 2.0 mm dia is used. The power requirement is 11.2 KW (15 HP), 3 Phase, 415 Volt 50 Hz. for blower motor, 3 Phase, 415 Volt, 50 Hz and for Arc Spray Torch System with 250 is 15HP and for 400 AMP it is 22.5HP.
POWER SOURCE WITH CONTROL CONSOLE(250 AMP)
MC-P250 AC CONTROL CONSOLE WITH POWER SOURCE
Power Source INPUT
Voltage (V): 415V±10%
Phase (Nos): 3
Frequency (H2): 50
Rating @60% Duty Cycle :14 (KVA)
100% Duty Cycle :10 (KVA)
OUT PUT
Static Characteristics: Constant Potential
Open Circuit Voltage Range: 18-40
Max. Out Put Current
@ 60% Duty Cycle:250 (Amp.)
@ 100% Duty Cycle:190 (Amp.)
GENERAL
Insulation: F
Dimension L x W x H (inch): 37 x 18 x 39
Weight (approx.): 117 Kgs.
Transformer Coils: Copper
Cooling: Forced Air
MC-P250 DC CONTROL CONSOLE WITH POWER SOURCE
Power Source INPUT
Voltage (V): 415V±10%
Phase (Nos): 3
Frequency (H2): 50
Rating @60% Duty Cycle :14 (KVA)
100% Duty Cycle :10 (KVA)
OUT PUT
Static Characteristics: Constant Potential
Open Circuit Voltage Range: 18-40
Max. Out Put Current
@ 60% Duty Cycle:250 (Amp.)
@ 100% Duty Cycle:190 (Amp.)
GENERAL
Insulation: F
Dimension L x W x H (inch): 37 x 18 x 39
Weight (approx.): 117 Kgs.
Transformer Coils: Copper
Cooling: Forced Air

POWER SOURCE WITH CONTROL CONSOLE(400 AMP)
MC-P400 AC CONTROL CONSOLE WITH POWER SOURCE
Power Source INPUT
Voltage (V): 415V±10%
Phase (Nos): 3
Frequency (H2): 50
Rating @60% Duty Cycle :22.5(KVA)
100% Duty Cycle :18(KVA)
OUT PUT
Static Characteristics: Constant Potential
Open Circuit Voltage Range: 18-54
Max. Out Put Current
@ 60% Duty Cycle:400 (Amp.)
@ 100% Duty Cycle:310 (Amp.)
GENERAL
Insulation: F
Dimension L x W x H (inch):40 x 22 x 43
Weight (approx.): 156 Kgs.
Transformer Coils: Copper
Cooling: Forced Air
MC-P250 DC CONTROL CONSOLE WITH POWER SOURCE
Power Source INPUT
Voltage (V): 415V±10%
Phase (Nos): 3
Frequency (H2): 50
Rating @60% Duty Cycle :22.5(KVA)
100% Duty Cycle :18(KVA)
OUT PUT
Static Characteristics: Constant Potential
Open Circuit Voltage Range: 18-54
Max. Out Put Current
@ 60% Duty Cycle:400 (Amp.)
@ 100% Duty Cycle:310 (Amp.)
GENERAL
Insulation: F
Dimension L x W x H (inch):40 x 22 x 43
Weight (approx.): 156 Kgs.
Transformer Coils: Copper
Cooling: Forced Air
MODIFIED SPRAY BOOTH
Spray booth had been modified with innovating approach based on experience users feedback and features as below
1. Spray booth gun is positioned just above the spray booth resulting non accumulation of metal dust on spray gun.
2. The spray gun remains at low temperature due to better heat dissipation while it is positioned above spray booth.
3. Gun maintenance frequency reduced drastically.
4. Front and top of spray booth is provided with hinged doors to facilitate maintenance ease.
5. Spray booth has provision for perforation at bottom to drain out water drops carried with pipes.
SPRAY BOOTH WITH DUAL SPRAY GUN (OPTIONAL)
1. The spray booth has provision to mount two spray gun with individual wire spools. However the power source remains common.
2. At a time only one spray gun is operative other one is just stand by. The switching from one spray gun to another is just one gun operation device mounted on Spray booth it self.
3. The single biggest advantage of dual spray gun configuration ensures
uninterrupted continuous metal spray process even though operating spray gun needs repair / maintenance.
4. The change over is made first and then maintenance of previous spray gun is attempted.
5. The minimum space required is one meter.


- The parameters given are only for reference purpose. Actual values may differ depending upon the geometry and size of the job.
- Buyer to specify wire diameter, material and fuel gas to be used while ordering the gun.
[email protected]